howto:mechanical_engineering:cnc
Obsah
CNC
CNC stroj není CNC strojař. Myslet za tebe nebude.
Co nedělat:
- Neodpojovat motory když je k jednotce připojený napájení
- Nezapínat řídící jednotku když nejsou připojený motory
- Pokud arduino neblika po pripojeni k USB, tak nepripojuj napajeni motoru. Je tam asi zkrat.
- Nepřipojovat napájení motorů, pokud arduino nemá 5V z USB.
- Netočit manuálně s motorem moc rychle (generuje napětí?)
- Nešahat na žádný kontakty na arduinu
- Nenajizdet do kraju, zatim nejsou nainstalovany koncovy spinace
- Nenamoč drevotriskovy desky na CNC
- Nezapomeň vynulovat souřadnice před posláním G-kódu do stroje
- Neposílej do stroje G-kód, kterej sis předtim pořádně neprohlídnul/nevyzkoušel ve vzduchu (rozměry, rychlosti, atd…)
- Neutahuj při upínání šrouby do insertů moc hluboko nebo velkou silou. Neutahuj je ani proti šikmejm plochám!
- Nenastavuj nic na VFD invertoru vretena!! Da se tak spalit invertor i s motorem.
- Neutahuj klestinu vretene moc velkou silou (cim delsi klic tim snazsi je to prehnat). Vreteno pak ztrati presnost a je po srande.
- Klestinu vzdycky nejdriv zacvakni do matky, nez do ni das frezu, nebo nez ji zacnes sroubovat do vretene.
- Nenapínej řemeny silou. Šroub napínáku je velkej převod, takže bez námahy řemen přetrhne.
- Frezy skladuj tak, aby se nemohly otresama mlatit o sebe (treba v jedny krabici nebo v pytli). Jsou krehky a vzajemne se ostipou a ztupi.
- Alespoň jednou za pul roku pripoj VFD k sitovemu napeti a nech ho pul hodiny zapnute. Jestli bylo bez napeti dele nez rok, nesmi se pripojit do zasuvky bez reformovani kondenzatoru, jinak vybouchne!
Programy pro obsluhu CNC
- Moje soucasny workflow
- 2D: LibreCAD → export do formatu DXF → bCNC → UGS-platform
- 3D: OpenSCAD → export do formatu STL → Kiri:Moto → UGS-platform
- PCB: gEDA/PCB (ma export primo do g-code) → UGS-platform
- PCB: KiCAD/pcbnew → export do gerberu (soubor→kreslit) → FlatCAM → bCNC (s autolevelingem)
- V-Carving: F-Engrave (+pypy) → UGS-platform
- Ovládání CNC
- Universal G-Code Sender https://winder.github.io/ugs_website/ (doporučuju verzi ugs-platform)
- bCNC https://github.com/vlachoudis/bCNC (Švýcarský nůž pro CNC, má autoleveling, probing, umí i generovat G-Kód z DXF výkresů, CAM funkcionalita, generování overcutů, umí upravovat a dlaždicovat g-kod, generovat krabice, ozubený kola a další tvary, trochu nepřehledný pro začátečníky)
- ChiliPeppr http://chilipeppr.com/grbl (běží z prohlížeče přes json→serial server nainstalovanej na localhostu. Potřebuje WebGL.)
- 2D CAM (Generování g-kódu)
- Potrebujete vykres v DXF nebo v horsim pripade SVG
- bCNC (viz. vyse)
- http://jscut.org/jscut.html (alternativa makercamu, 3D simulace nefunguje bez WebGL, umí navíc v-bit gravírování! taby umí generovat jen po přípravě v SVG)
- http://www.makercam.com/ http://partkart.com/ (zakladni generovani z SVG krivek)
- https://laserweb.github.io/LaserWeb4/dist/ (nastupce jsCutu, bohuzel jsem do nej zatim nepronikl. nefunguje bez WebGL. settings→application→cnc mode)
- 3D CAM (Generování 3D g-kodu)
- Potřebujete STL model z OpenSCADu, nebo FreeCADu http://www.openscad.org/ https://www.freecadweb.org/
- https://grid.space/ (3D CAM v browseru, je to zaroven slicer pro 3d tisk a laserovy rezani)
- https://partmill.com/ (3D CAM v browseru, beta verze toho umi tak malo, ze je temer nepouzitelna, treba se casem zlepsi)
- https://www.freecadweb.org/ FreeCAD Path Workbench
- https://sites.google.com/site/heekscad/ (neni uplne zadarmo, ale vypada docela sikovne)
- V-carve
- jscut (viz. vyse)
- PCB do g-kodu
- gEDA/PCB (ma export primo do g-code)
- https://github.com/Traumflug/Visolate vtipne zjednodusuje pcb gerbery pomoci voronoi
- https://github.com/micsche/kicad-laser-min taky voronoi, ale commandline co funguje bez javy a GPU. primo nad kicad_pcb souborem
- Webovky s jednoúčelovejma generátorama G-kódu
- http://www.thuijzer.nl/image2gcode/ (zpracovani vejskovy mapy do 3D g-kodu.
pridat prikaz na feedrate, napr.: F1000) - https://www.shapeoko.com/wiki/index.php/Interactive_G-Code_Generators (ruzny jednoucelovy generatory)
- http://www.intuwiz.com/engraving-rectangle-grid.html (generator mrizky)
- https://sct-usa.com/thread-mill-code-generator/ (generator zavitu)
- Optimalizace g-kodu (neni potreba, ale mam pocit ze to neni uplne blbej napad vzhledem k tomu co obcas leze z CAMu…)
- Neosvedcilo se na 3D, je potreba kod po optimalizaci zkontrolovat!
- bCNC (viz. vyse)
- Simulatory G-kodu
- http://www.cncwebtools.com/Apps/GCode_Simulator/index.html (potrebuje WebGL, me chodi jen ve Firefoxu)
- http://camotics.org (Dříve OpenSCAM)
- FreeCAD (viz. vyse)
- 3D scan
- Pomocí sondy
- bCNC
- Rekonstrukce z fotek Photogrammetry 3D scanning on Linux
- Vykresy ke stazeni
- http://www.makercase.com/ (generátor krabic)
- http://terrain.party/ (topograficky mapy cely planety ke stazeni)
- Ostatní
- http://www.flatfab.com/ Software na generování 3D koster z desek
Nástroje
- Fréza = ostrý nástroj, Frézka = obráběcí stroj do kterýho se fréza upíná
- Odkazy
- Nejběžnější frézy
- Podle materiálu
- carbide, karbid wolframu, slinutý karbid, tungsten carbide, widium (Momentálně nejoblíbenější. Je extrémně tvrdý, vydrží dýl ostrý, není potřeba moc chladit, ale je křehký.) Dělají se z něj špičky vrtáků do zdi (aka "widiáky").
- HSS, high speed steel, vysokorychlostní ocel. Nejvíc obyč materiál, měkčí než karbid, snáž se tupí a přehřívá (=pozor na otáčky), ale hůř se láme. Je levnější a na měkčí materiály stačí. Dělají se z něj obyč černý vrtáky na ocel.
- Podle průměru dříku
- 1/8" = 3.175mm = Jediný druh co lze dát do Dremelu. Do vřetena máme taky 1/8" kleštinu.
- Délka ostří 22mm nejlevnější, 32mm, 42mm, 52mm předražený
- 1/4" i tuhle kleštinu máme, zatím ale s takhle velkejma frézama nemám moc zkušenosti
- Podle tvaru
- end mill, flat (česky čelní fréza) (běžné řezání, frézování, drážkování, vrtání)
- Ball head end mill (endmill s hezčím finišem na 3D věci, muze rychleji odebirat material, nema namahanej roh)
- Tapered Ball Nose (jako normalni ball nose, ale ke spicce se zuzuje, takze se s nim daj delat drobnejsi detaily, ale zaroven je pevnejsi)
- Rounded/radiused head/bull nose end mill (zaoblený endmill, nemá namáhanou hranu, takže víc vydrží)
- V-Bit různé úhly a velikosti, 30°, 60°, 90° (gravírování, výroba plošňáků, srazeni hran, drazkovani desek k ohybu)
- Half straight (plasty, pěna, dibond, preklizka,…)
- Podle počtu ostří
- Dual flute (dřevo)
- Single flute (plasty, hliník?)
- 3-flute (jako 2-flute, ale tuzsi s mirne lepsim finisem, pokud nevadi vetsi pocet zubu za minutu)
- 4-flute (hezci finis)
- Podle spirály
- Upcut (spirála jako vrták, lépe odklízí třísky, ale škube okraje)
- Straight (hůř odklízí třísky, ale dělá hezčí hrany)
- Downcut (opak upcutu, naopak ještě tlačí třísky zpátky do řezu, jen pro speciální situace, při vrtání snadno zapálí dřevo)
- Compression (kombinace upcut/downcut, speciální)
- Podle coatingu
Materiály
- Plasty
- Lepší
- Acetal, Delrin, POM
- HDPE
- PVC
- Horší
- ABS
- Kompozity
- Dibond (hlinik na plastu)
Parametry pro materiály
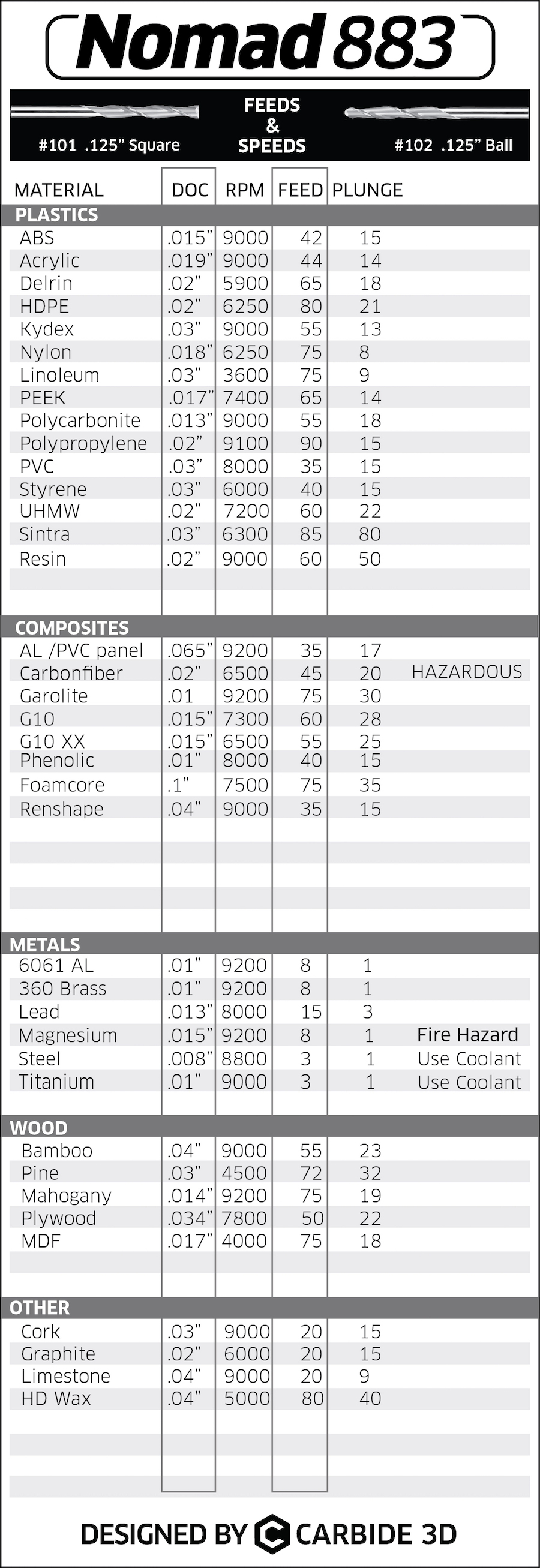{kind=link}
Co jsem pouzival
| Material | Freza | Hloubka řezu | Stepover | Posuv XY /min (feed) | Posuv Z /min (plunge) | Vřeteno | RPM | Pozn. |
|---|---|---|---|---|---|---|---|---|
| Dřevotříska | 3.175mm, 2 břity | 1mm | 1000mm | 500mm | Dremel 3000 | Max | ||
| Překližka | 3.175mm, 1 břit | 1mm | 700mm | 300mm | Dremel 3000 | Max | místama to skákalo | |
| Hliník | 3.175mm, 1 břit | 0.1mm | 150mm | 30mm | Dremel 3000 | Max | ||
| Hliník | 3.175mm, 1 břit | 0.5mm | 240mm | 124mm | lidl | 10k?? | Salam23 | |
| Dibond | 3.175mm, 1 břit | 1mm | 250mm (400mm?) | 250mm | lidl | 20k?? | Salam23 | |
| Dibond | 3.175mm, 1 břit "half straight" na plast | 1mm | 250mm (400mm?) | 100mm? | China 1.5kW VFD | 17k | rychle projit hlinikem (= ne zdlouhavej helix), taby ~3mm | |
| Hliník | 3.175mm, 1 břit | 0.25mm | 300mm | 70mm | China 1.5kW VFD | 10k | 1mm2 taby, helical, gandalf podlozky | |
| Překližka | 3.175mm, 2 břity straight | 1mm | 1500mm | 600mm | China 1.5kW VFD | 6000 | climb zpusobuje deflekci! velký otáčky taky. | |
| Překližka | 3.175mm, 1 břit half straight | 1mm | 1500mm | 600mm | China 1.5kW VFD | 12000 | lepší než s dvoubřitkou, ale možná bych ještě snížil otáčky… | |
| HDPE | 3.175mm, 1 břit straight | 1mm | 2000mm | 500mm | China 1.5kW VFD | 7200 | ||
| gutta hobbycolor 3mm pěnová PVC deska | 3.175mm, 1 břit | 1.5mm | 4000mm | 2000mm | China 1.5kW VFD | 7200 | ||
| Plexisklo PMMA (acrylic) | 3.175mm, 1 břit | 0.5mm | 1000mm | 250mm | China 1.5kW VFD | 9000 | pomaha mazat (staci WD40), obcas skakalo | |
| Recyklát / Traplast | 3.175mm, 1 břit | 1mm | 4000mm | 2000mm | China 1.5kW VFD | 7200 | Problémy s backlashem při CCW?? Half straight jsem zlomil kvuli nevyklizenejm triskam v hloubce. Chce to upcut nebo polovicni feedrate? | |
| PCB | 0.8mm, 2 břity | 0.6mm | 400mm | 400mm | China 1.5kW VFD | 24000 | ||
| Dřevo (práh) | 0.8mm, 2 břity | 0.5mm | 0.4 | 400mm | 400mm | China 1.5kW VFD | 24000 | |
| MDF | 6mm, 2 břity | 2.2-3mm | 45% | 1600mm | 250mm | China 1.5kW VFD | 8800 | Skakalo, Durazne doporucuju karbid nebo aspon coating |
| Smrk | 30mm planer, 2 břity | 3mm | 50% | 1000mm | 0 | China 1.5kW VFD | 7200 | |
| Smrk | 30mm planer, 2 břity | 5mm | 100% | 1000mm | 0 | China 1.5kW VFD | 24000 | Už je trochu děsivý u toho stát, jestli něco odletí, tak tě to nejspíš zastřelí |
Gravírování PCB
- 0.2mm 30° (nebo ostřejší) v-bit, 10-24 kRPM?, 400mm/min?
- Jednoduchy THT desky s tlustejma silovejma cestickama se daj snadno delat 0.8mm endmillem. neudela clovek zadny detaily (SMD), ale na nektery veci to staci a vyhoda je, ze stejnou frezou se deska rovnou vyvrta a orizne.
- Cuprexit prilepenej oboustrankou = nejsou potreba taby!
- FlatCAM
- Pri exportu z KiCADu je potreba pouzit pro vrtani format "Gerber X2", protoze format "Excellon" ve flatcamu zlobi.
- nastavit vetsi v-bit nez je na nem napsany (0.3-0.4mm, asi by bylo dobry si riznout caru a zmerit to pod mikroskopem, bohuzel je tu jeste backlash…)
- vic passu (do strany, ne do hloubky) treba 3? muzes i vic. spis s velkym prekryvem (50-60%)
- hloubka rezu se osvedcila 0.01mm (ale asi zalezi na tloustce medi)
- 0mm bylo malo a 0.1mm bylo HOODNE MOC (=je to pak nepouzitelne otrhany)
- rozhodne delat korekci v setinach nebo tisicinach, nikdy ne po desetinach!
- Mozna by davalo smysl nastavit v CAMu hloubku rezu 0 a posunout si origin o cca 0.01mm dolu az v senderu, protoze to stejne pak doladuju na miste…
- Pri pouziti 0.8mm endmillu misto v-bitu hloubka 0.02mm nestacila, tak jsem dal 0.1mm (asi by stacilo i trochu min).
- bCNC
- Autolevel! Bez toho to asi ani nema cenu zkouset. Sit merenejch bodu s rozestupem 1cm nebo min. Probe feed cca 70mm/min.
- Z0 jsem stanovoval taky pomoci kontaktniho sondovani primo frezou (potom jsem ho posunul niz o pozadovanou hloubku rezu)
- Odsávat vysavačem a štětečkem
- Při návrhu desky použít co nejširší možný trasy/pady. s výsledkem jsem byl spokojenej, SO8 smd pouzdra se daji s prehledem osazovat.
Fyzicke vlastnosti stroje
- Rozmery pracovniho kvadru
- X 830 mm
- Y 1340 mm
- Z 95 mm
- Rohy
- X0 Y0 Z0
- X800 Y1300 Z90
- Možné upgrady
Prislusenstvi
- klic 17 - na matku vretena er11-a
- klic 13 - na osicku vretena er11
- klic 10 - na matku klestiny na dremlu
Ridici firmware
- GRBL (pouzivame, 3osy, freza, laser)
- TinyG (6 os)
- Smoothieboard (6 os, umi i nekartezsky roboty, krome CNC a laseru i 3d tisk, vyzaduje 32b mikroprocesor)
- GNEA (budouci port GRBL na silnejsi mikroprocesor)
Microsteping
A4988 (8-35V, 1A bez chlazeni, 2A s chlazenim)
| MS1 | MS2 | MS3 | Microstep Resolution |
|---|---|---|---|
| Low | Low | Low | Full step |
| High | Low | Low | Half step |
| Low | High | Low | Quarter step |
| High | High | Low | Eighth step |
| High | High | High | Sixteenth step |
DRV8825 (8.2-45V, 1.5A bez chlazeni, 2.2A s chlazenim)
| MODE0 | MODE1 | MODE2 | Microstep Resolution |
|---|---|---|---|
| Low | Low | Low | Full step |
| High | Low | Low | Half step |
| Low | High | Low | 1/4 step |
| High | High | Low | 1/8 step |
| Low | Low | High | 1/16 step |
| High | Low | High | 1/32 step |
| Low | High | High | 1/32 step |
| High | High | High | 1/32 step |
Soucasne nastaveni ridici jednotky:
Microstepping:
XY 1/4 Z 1/2
- config.h
#define USE_SPINDLE_DIR_AS_ENABLE_PIN
- grbl v1.1f
$0 = 10 (Step pulse time, microseconds) $1 = 25 (Step idle delay, milliseconds) $2 = 0 (Step pulse invert, mask) $3 = 0 (Step direction invert, mask) $4 = 0 (Invert step enable pin, boolean) $5 = 0 (Invert limit pins, boolean) $6 = 0 (Invert probe pin, boolean) $10 = 1 (Status report options, mask) $11 = 0.010 (Junction deviation, millimeters) $12 = 0.002 (Arc tolerance, millimeters) $13 = 0 (Report in inches, boolean) $20 = 0 (Soft limits enable, boolean) $21 = 0 (Hard limits enable, boolean) $22 = 0 (Homing cycle enable, boolean) $23 = 0 (Homing direction invert, mask) $24 = 25.000 (Homing locate feed rate, mm/min) $25 = 500.000 (Homing search seek rate, mm/min) $26 = 250 (Homing switch debounce delay, milliseconds) $27 = 1.000 (Homing switch pull-off distance, millimeters) $30 = 24000 (Maximum spindle speed, RPM) $31 = 0 (Minimum spindle speed, RPM) $32 = 0 (Laser-mode enable, boolean) $100 = 40.000 (X-axis travel resolution, step/mm) $101 = 39.968 (Y-axis travel resolution, step/mm) $102 = 400.000 (Z-axis travel resolution, step/mm) $110 = 4000.000 (X-axis maximum rate, mm/min) $111 = 4000.000 (Y-axis maximum rate, mm/min) $112 = 400.000 (Z-axis maximum rate, mm/min) $120 = 200.000 (X-axis acceleration, mm/sec^2) $121 = 200.000 (Y-axis acceleration, mm/sec^2) $122 = 100.000 (Z-axis acceleration, mm/sec^2) $130 = 200.000 (X-axis maximum travel, millimeters) $131 = 200.000 (Y-axis maximum travel, millimeters) $132 = 200.000 (Z-axis maximum travel, millimeters)
Kalibracni trojclenka
novy_pocet_kroku_na_mm = soucasny_pocet_kroku_na_mm * ocekavana_vzdalenost/ujeta_vzdalenost
Nastaveni invertoru Huanyang 1.5kW
- V tomhle se fakt radsi nehrabte, nebo to cely shori.
- Vřeteno
- Zhong Hua Jiang
- 1.5kW 220V 8A 400Hz
- prumer 65*205
- SN: 200730184245.5
- Kabel JZ-HF-CY 4G1
- Konektor GX20-4
TODO: udajne je nas motor od 8000 otacek, zamknout nastaveni, promyslet DC brzdu napr napeti 8% z max napeti po dobu 0.5s od 10Hz
Automaticky chlazeni:
Vystup:
- PD050 Multi-Output 1(DRV function) Factory Setting:01
- PD051 Multi-Output 2(UPF function) Factory Setting:05
- PD052 Multi-Output 3(FA, FB, FC function) Factory Setting:02
- PD053 Multi-Output 4(KA, KB function) Factory Setting:00
Nastavit na 06 = uniform frequency reach 1
PD060, PD061 = frekvence 1 a 2
PD062 = range pro hysterezi = 1-10Hz
Preskoceni kritickejch otacek:
PD056-059
- PD130 = 1 (pocet pump)
- PD052 = 25 (pumpa 1)
- PD060 = high
- PD061 = low
| Systemovy veci | ||
|---|---|---|
| PD000 | 1 | Zamek nastaveni, 1 = zamceno, 0 = odemceno |
| PD013 | 8 | Vyresetuje invertor do defaultu, v zadnym pripade potom nesmi bejt pripojenej motor |
| V/F Krivka | ||
| PD003 | 400 | Default frekvence (Hz) |
| PD004 | 400 | Rated frekvence (Hz) |
| PD005 | 400 | Max frekvence (Hz) |
| PD006 | 2.5 | Stredni frekvence (Hz) |
| PD007 | 0.5 | Min frekvence (Hz) |
| PD008 | 220 | Max napeti (V) |
| PD009 | 14 | Stredni napeti (V) |
| PD010 | 7 | Min napeti (V) |
| PD011 | 120 | Min frekvence pro vzduchem chlazeny 120Hz (=7200 RPM), vodou chlazeny 0Hz |
| Parametry Motoru | ||
| PD141 | 220 | Max napeti motoru (V) |
| PD142 | 7 | Max proud motoru (A) |
| PD143 | 4 | Pocet magnetickych polu motoru |
| PD144 | 3000 | Otacky motoru pri 50Hz (pro motory 24000 RPM @ 400Hz je to 3000 RPM @ 50Hz) |
| PD145 | ??? | Kompenzace kroutaku??? Nevim presne co s tim, nechal jsem default |
| PD146 | TODO | Proud motorem bez zateze v procentech maximalniho proudu, default je 40%, asi to stahnu |
| Rozběh/Brždění | ||
| PD014 | 2 | Akcelerace #1 (s), fungovalo to i při zlomcích sekundy, ale radši jsem dal rezervu, bCNC defaultne ceka na roztoceni 3sekundy a pak zacne rezat, to je potreba stihnout |
| PD015 | 6 | Decelerace #1 (s), při 1s se to triplo, při 2s to natahovalo brždění na 5s |
| PD026 | 0 | 0: zpomalí do zastavení snížením frekvence, 1: necha motor volne dobehnout |
| PD028 | default 0.5 | Frekvence zastavení (Hz) Motor se pod ní nechá dotočit, nebo se zabrzdí DC brzdou |
| PD030 | default 0 | Délka DC brždění při zastavovani (s) |
| PD031 | default 2 | % z max napětí při DC brždění |
| Externi ovladani rychlosti (volitelne); Piny: VI, AI, ACM, RS+, RS- | ||
| PD001 | 1 | Run source = 0:Operator, 1:External analog terminal, 2:Serial communication port |
| PD002 | 1 | Frequency source = viz. PD001 |
| PD070 | 1 | Analog Input Range, 0: 0~10V, 1: 0~5V, 2:0~20mA, 3:4~20mA |
| PD071 | default 20 | Analog Filtering Constant, zvysit pri problemech |
| PD072 | 400 | Higher Analog Frequency (420?) |
| PD073 | 0 | Lower Analog Frequency |
| PD074 | default 0 | Bias Direction at Higher Frequency |
| PD075 | default 0 | Bias Direction at Lower Frequency |
| PD076 | default 0 | Analog Negative Bias Reverse |
| PD163 | 1 | RS485 slave address, 0 = disabled, 1-250 = addr |
| PD164 | 1 | RS485 baudrate, 0 = 4800, 1 = 9600, 2 = 19200, 3 = 34800 |
| PD165 | 3 | RS485 mode, 0 = 8N1 ASCII, 3 = 8N1 RTU |
Zapojeni kabelu
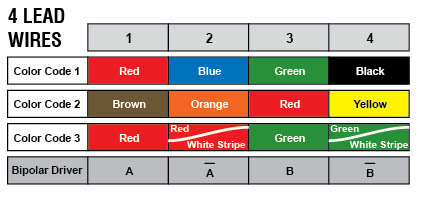
- steppery
- a+ red
- a- blue
- b+ green
- b- black
- vřeteno
- U
- V
- W
- GND
howto/mechanical_engineering/cnc.txt · Poslední úprava: 2024/09/17 01:29 autor: harvie